Reliability of equipment is so related to safety. It is very clear explained by Joel Levitt in his article at UPTIME magazine edition August – September 2011. This Joel stated that there are four reasons reliability and EHS are related (Below is the four reasons):
Reason 1: Something was broken and had to be repaired. The breakdown caused the person to go into harm’s way. So, lack of reliability can cause death and injuries.
Equipment running as designed does not require people to enter a confined space, repair (and touch) exposed electrical wires, pressure test a generator, sit on top of a tank and weld, or even fall off of a ladder. How is reliability related to safety? Reliability removes risk from the equation, and the worker is not in harm’s way. If no one was welding above the tank, the explosion would not have happened; if there was no repair needed, no one would give been up on the ladder or on the roof.
A. Something breaks down and has to be repaired.
B. The breakdown causes a worker to be in harm’s way.
C. Reliable equipment does not require maintenance workers to be put into harm’s way.
D. The best solution to a hazard is to eliminate it.
Reason 2: Due to PM, the size and scope of repair is smaller, making for safer repairs.
The second part of the equation has been reported by Exxon-Mobil. They studied their maintenance-related accidents and found the following: “Accidents are 5 times more likely while working on breakdowns then they are while working on planned and scheduled corrective jobs.” High reliability implies an effective PM program that catches deterioration before it causes a failure. Since the asset is not yet broken, it is safer to work on.
A. PM activity catches deterioration early in the process before failure (and reliability is impacted).
B. At that point the repair is smaller, safer, and more manageable, resulting in fewer EHS incidents.
C. PM also gives managers more time to plan and deal with hazards.
Reason 3: Hazards are eliminated or mitigated
High reliability also implies that the maintenance planners have time to plan the job properly. One aspect of planning is to consider all the hazards and figure out and describe a way to accomplish the work safely. The job plan that an experienced planner develops will reflect the safe way to do the job. A planner should look at every job and see if any common hazards
are present. Hazards would include: airborne contaminants, falls from heights, slipping and tripping, falling objects, eye damage (particle, chemical, or flash), chemicals (ingestion, skin exposure, or breathing), asphyxiation, radioactive exposure, fire, explosion, electrocution, entrapment and crushing, and temperature stress. Every hazard identified is then eliminated (best option) or mitigated (second-best option). The safest plants are the ones where the safety of the workers is considered at every step in the job preparation process.
A. The planner plans the job to minimize downtime
B. The planner is specifically trained to look for hazards to safety, health, and environment.
C. Planners will mitigate or eliminate the hazard in the plan before the crew even leaves the shop.
D. The result is fewer EHS incidents and more reliable equipment.
Reason 4: Planned jobs allow fewer opportunities for the maintenance
worker to improvise.
Improvisation is statistically less safe than following the job plan with the correct tools and spares. One of the building blocks of a reliable culture is adequate maintenance planning. Without planning, the workers are forced to make do with what spares and tools they can find. To do their job, they may have to improvise to make things work. Improvisation might be great in the theater but can be deadly in maintenance. My guess is that the following worker was making do with an improvised support: Worker was performing maintenance on the back of a trash truck. The support gave way and the tailgate came down on the worker.
A. Improvisation is great in comedy.
B. Improvisation can be deadly in maintenance.
C. Adequate time for job planning means having the right tools, spares, equipment, skills, and drawings when the job starts.
D. The result is fewer EHS incidents and better reliability.
Reliability is the outcome of this intentional maintenance environment and is essential for a safe environment.
Wednesday, November 9, 2011
Tuesday, November 8, 2011
Safety Improvement Implementation
Jadi, bagaimana memulai implementasi SHE (Safety, Healthy and Environment)? Untuk menjawab pertanyaan tersebut, terlebih dahulu harus dipahami beberapa prinsip dasar yang berlaku, yaitu :
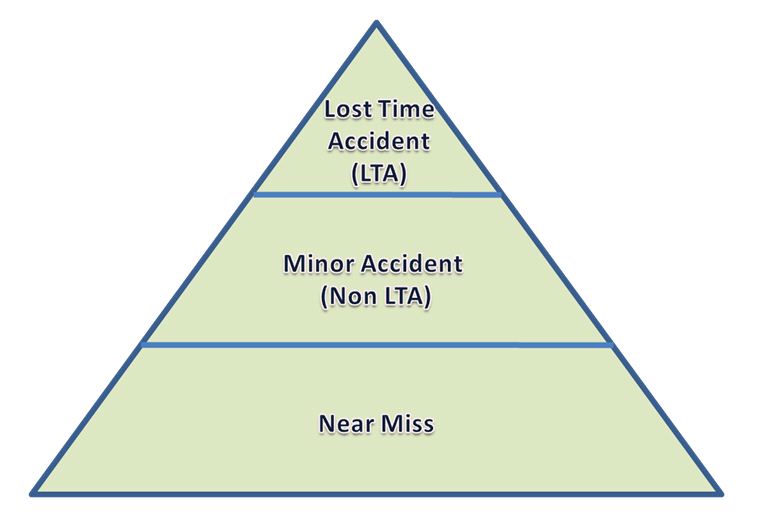
 Heinrich Principle
Heinrich Principle
Di dasar dari piramida safety tersebut adalah unsafe condition and unsafe behavior.
Untuk memulai SHE implementation khususnya untuk safety, kita harus mulai dengan mencari semua sumber unsafe condition dan unsafe behavior tersebut. Cara menemukan item-item tersebut di lapangan bisa dilakukan dengan cara melakukan survey ke lapangan/shopfloor dan dari kegiatan autonomous maintenance (AM). dari kedua cara tersebut, temuan unsafe condition dan unsafe behavior seharusnya operator lah penemu yang paling banyak. Dengan training tentang AM1 dan 7 tipe abnormal dimana salah satunya adalah tempat-tempat yang tidak aman. Operator bisa menemukan sebanyak mungkin area di sekitar mereka yang tidak aman yang bisa menimbulkan kecelakaan.
Dari list temuan-temuan tersebut bisa dilakukan improvement. Improvement tersebut bisa berupa menghilangkan penyebab kecelakaan tersebut. Bila tidak bisa dihilangkan berarti harus diberi tahu tentang kondisi di area/equipment tersebut dengan membuat marking dan memperlengkapi mereka dengan alat perlindungan yang sesuai standard (dengan Personal Safety Equipment yang tepat), sehingga ketika operator tersebut melewati area tersebut, mereka bisa memperlengkapi diri sehingga kecelakaan bisa dicegah.
Juga, analisis terhadap near miss dan NLTA harus dilakukan. Analiss yang dilakukan untuk mencari akar penyebab near miss terjadi. Dari hasil analisis tersebut bisa ditemukan apakah hal tersebut bisa dihindari dengan cara improvement atau mengendalikan/control sumber penyebab kecelakaan.
Jadi, bila sumber bahaya tersebut tidak dapat dihilangkan hanya bisa dikontrol, apa selanjutnya yang harus dilakukan? Dalam tulisan selanjutnya hal ini akan dikupas tuntas.
- Tidak ada yang ingin mengalami kecelakaan
- Tidak ada orang yang ingin melihat orang lain mengalami kecelakaan
- Hukum dan system adalah keniscayaan
- Kita bisa menghasilkan lebih banyak bila bekerja sama
- Apa yang dapat diukur pasti dapat dikerjakan
 Heinrich Principle
Heinrich PrincipleDi dasar dari piramida safety tersebut adalah unsafe condition and unsafe behavior.
Untuk memulai SHE implementation khususnya untuk safety, kita harus mulai dengan mencari semua sumber unsafe condition dan unsafe behavior tersebut. Cara menemukan item-item tersebut di lapangan bisa dilakukan dengan cara melakukan survey ke lapangan/shopfloor dan dari kegiatan autonomous maintenance (AM). dari kedua cara tersebut, temuan unsafe condition dan unsafe behavior seharusnya operator lah penemu yang paling banyak. Dengan training tentang AM1 dan 7 tipe abnormal dimana salah satunya adalah tempat-tempat yang tidak aman. Operator bisa menemukan sebanyak mungkin area di sekitar mereka yang tidak aman yang bisa menimbulkan kecelakaan.
Dari list temuan-temuan tersebut bisa dilakukan improvement. Improvement tersebut bisa berupa menghilangkan penyebab kecelakaan tersebut. Bila tidak bisa dihilangkan berarti harus diberi tahu tentang kondisi di area/equipment tersebut dengan membuat marking dan memperlengkapi mereka dengan alat perlindungan yang sesuai standard (dengan Personal Safety Equipment yang tepat), sehingga ketika operator tersebut melewati area tersebut, mereka bisa memperlengkapi diri sehingga kecelakaan bisa dicegah.
Juga, analisis terhadap near miss dan NLTA harus dilakukan. Analiss yang dilakukan untuk mencari akar penyebab near miss terjadi. Dari hasil analisis tersebut bisa ditemukan apakah hal tersebut bisa dihindari dengan cara improvement atau mengendalikan/control sumber penyebab kecelakaan.
Jadi, bila sumber bahaya tersebut tidak dapat dihilangkan hanya bisa dikontrol, apa selanjutnya yang harus dilakukan? Dalam tulisan selanjutnya hal ini akan dikupas tuntas.
Sunday, November 6, 2011
Fact on safety and health at work ILO
 Berikut ini adalah data dari ILO (International Labour Organization) 2009 tentang data keselamatan kerja. Berikut kutipannya.
Berikut ini adalah data dari ILO (International Labour Organization) 2009 tentang data keselamatan kerja. Berikut kutipannya.- The ILO estimates that each year about 2.3 million men and women die from work-related accidents and diseases including close to 360,000 fatal accidents and an estimated 1.95 million fatal workrelated diseases.
- This means that by the end of this day nearly 1 million workers will suffer a workplace accident, and around 5,500 workers will die due to an accident or disease from their work.
- In economic terms it is estimated that roughly four per cent of the annual global Gross Domestic Product, or US$1.25 trillion, is siphoned off by direct and indirect costs of occupational accidents and diseases such as lost working time, workers’ compensation, the interruption of production and medical expenses.
- Hazardous substances cause an estimated 651,000 deaths, mostly in the developing world. These numbers may be greatly under-estimated due toinadequate reporting and notification systems in many countries.
- Data from a number of industrialized countries show that construction workers are three to four times more likely than other workers to die from accidents at work.
- Occupational lung disease in mining and related industries arising from asbestos, coal and silica exposure is still a concern in developed and developing countries. Asbestos alone claims about 100,000 deaths every year and the figure is rising annually
Jadi, Masih tidak mau peduli dengan safety?
Wednesday, November 2, 2011
Planned Maintenance
Ada beberapa hal yang perlu diperhatikan dalam menjalankan planned maintenance dengan baik. Beberapa diantaranya adalah :
1. Implementasi secara penuh 5S (Seiri, Seiton, Seiso, Seiketsu dan Shitsuke) sehingga sikap mental kearah perubahan mulai terbentuk. Mulai dari mengorganisasi setiap equipment, membuat setiap equipment tempat yang semestinya, membersihkan equipment secara teratur sehingga pondasi sikap kearah perubahan mulai terbentuk.

2. Pembuatan KPI untuk planned maintenance ini harus sesuai dengan kebutuhan perusahaan dimana KPI ini didefenisikan dengan jelas. Juga, KRA (Key Result Area) juga diidentifikasi untuk mempermudah tingkat keberhasilan implementasi. Biasanya KPI ini berasal dari PQCDSM (Productivity, Quality, Cost, Delivery, Safety dan Morale) yang didefenisikan untuk maintenance.
3. Philosophy/prinsip dari zero failure dipahami sebagai prinsip bersama dengan konsep yang sama. Pemikiran lama seperti "All equipment can fail" harus diubah menjadi "don’t let equipment fail" atau "Failure can be reduced to zero".
4. Hubungan planned maintenance dengan pillar lain sangatlah erat. Tidak ada pillar dalam TPM yang berdiri sendiri. Hubungan pillar planned mainteance dengan pillar lain haruslah jelas dipahami hubungannya dengan FI, AM, QM, SHE, T&E , EM dan OTPM.
5. Methodology dalam menggembangkan Planned Maintenance haruslah dilaksanakan secara komperhensif. Biasanya stage pertama yang dilakukan adalah research kondisi equipment sekarang termasuk history dari failure/replacement dari equipment tersebut. Dari hasil tersebut, dibuat program planned maintenance sesuai dengan panduan step by step implementasi planned maintenance.
Perlu diingat bahwa TPM sangat constraint terhadap cost reduction. Juga, maintenance personel developement menjadi faktor yang penting dalam kesuksesan implementasi planned maintenance.
1. Implementasi secara penuh 5S (Seiri, Seiton, Seiso, Seiketsu dan Shitsuke) sehingga sikap mental kearah perubahan mulai terbentuk. Mulai dari mengorganisasi setiap equipment, membuat setiap equipment tempat yang semestinya, membersihkan equipment secara teratur sehingga pondasi sikap kearah perubahan mulai terbentuk.

2. Pembuatan KPI untuk planned maintenance ini harus sesuai dengan kebutuhan perusahaan dimana KPI ini didefenisikan dengan jelas. Juga, KRA (Key Result Area) juga diidentifikasi untuk mempermudah tingkat keberhasilan implementasi. Biasanya KPI ini berasal dari PQCDSM (Productivity, Quality, Cost, Delivery, Safety dan Morale) yang didefenisikan untuk maintenance.
3. Philosophy/prinsip dari zero failure dipahami sebagai prinsip bersama dengan konsep yang sama. Pemikiran lama seperti "All equipment can fail" harus diubah menjadi "don’t let equipment fail" atau "Failure can be reduced to zero".
4. Hubungan planned maintenance dengan pillar lain sangatlah erat. Tidak ada pillar dalam TPM yang berdiri sendiri. Hubungan pillar planned mainteance dengan pillar lain haruslah jelas dipahami hubungannya dengan FI, AM, QM, SHE, T&E , EM dan OTPM.
5. Methodology dalam menggembangkan Planned Maintenance haruslah dilaksanakan secara komperhensif. Biasanya stage pertama yang dilakukan adalah research kondisi equipment sekarang termasuk history dari failure/replacement dari equipment tersebut. Dari hasil tersebut, dibuat program planned maintenance sesuai dengan panduan step by step implementasi planned maintenance.
Perlu diingat bahwa TPM sangat constraint terhadap cost reduction. Juga, maintenance personel developement menjadi faktor yang penting dalam kesuksesan implementasi planned maintenance.
Tuesday, November 1, 2011
Migration from wordpress to blogger
I just migrated from wordpress to blogger. The wordpress blog no longger can be updated.
Kaizen Competition

Today I have attended the Kaizen competition. Actually this kaizen comes from employee suggestion especially shop floor suggestion. This is the fruit of what we spread out this couple of months in the shop floor. Every shop floor including production and maintenance look very excited and spirit of competition start to grow well here.
In the beginning, so many obstacle in the suggestion implementation. Many ideas in the shop floor can not be facilitated well and followed up until those ideas can be implemented. Moreover, many ideas from operators are rejected by managers because those manager don’t understand truly what operators mean by that suggestion. The impact is communication between management and operators are not linked well and growth gab between them. shop floor personnel do not want to give suggestion because they think if they give suggestion, management do not care their ideas and never follow-up it. And the worst part is the operator become not caring about their equipment. Just follow the instruction. If the problem happen just call maintenance, and maintenance will fix it without ever looked for root cause of the problems. And the end, blame each others!
After starting implementation TPM, we see that moral of employee need to raise up. And we start to advocate the ideas and create the system so that operators can easily give suggestion and guide them how to create suggestion. Motivating all shop floor to give suggestion create the spirit to create ideas that can be implemented and do kaizen for that ideas. Months by months the ideas become huge in number. To motivate them we do competition in division level that be attended by top management. We have to select which kaizen have to be presented by the suggester. The result is greater than what we expected. All people become very excited because they can show their ideas. We only allow the idea that already implemented and give good result can be counted in the competition.
Suggestion system is one of the way to generate idea from shop floor. I will talk more how operator can give more ideas and implemented it.
5S: how to make it become culture?
Some day, Ministry of manpower and transmigration come to visit one of factories. This is not the first time government officer or foreign officer come to visit this factory. As usual, everybody come to do preparation about the security, agenda as well as the cleaning of area that the minister will be passed through. And management instructed to all employee to start cleaning the machine since the minister will visit and pass through the machine area. And the managers ask the shop-floor to clean their area and machine.
And the big day came. The minister came and gave the speech and visited the factory area. The big ‘baligo’ was setup to welcome and many journalist follow the minister and the video was prepared so it could be shown on TV. Everybody was happy and what the purpose of this visit is achieved. They could achieve that success because they had experience and work hard to create the condition that suitable to show for outsider as an image of the company.

5S is not implemented well here. To solve the problem, just clean the specific area and claim that the implementation of 5S of their area is running good. They just requested shop-floor people to do extra job to clean the machine area where in the normal time they did not monitor about the cleanness of the area.
The lack of standard or even there was no standard make the situation become worse. The increasing the defect problems because of contaminating of the product with foreign material become dominant. They were still not aware about that condition and blame others for the quality problem. Unplanned breakdown become common because some components weren’t monitored well which were the key components.
They had an 5S audit, but the result of an audit was not clear. The quality of the auditor was questionable as well as the audit criteria. There was no specific goal for this audit.
The 5S need implementation need to reprogrammed again. And it should be soon. How is the condition after implement and refreshing 5S, see more in the next post.
And the big day came. The minister came and gave the speech and visited the factory area. The big ‘baligo’ was setup to welcome and many journalist follow the minister and the video was prepared so it could be shown on TV. Everybody was happy and what the purpose of this visit is achieved. They could achieve that success because they had experience and work hard to create the condition that suitable to show for outsider as an image of the company.
The lack of standard or even there was no standard make the situation become worse. The increasing the defect problems because of contaminating of the product with foreign material become dominant. They were still not aware about that condition and blame others for the quality problem. Unplanned breakdown become common because some components weren’t monitored well which were the key components.
They had an 5S audit, but the result of an audit was not clear. The quality of the auditor was questionable as well as the audit criteria. There was no specific goal for this audit.
The 5S need implementation need to reprogrammed again. And it should be soon. How is the condition after implement and refreshing 5S, see more in the next post.
14 management principles of Edwards Deming : Synergy between Management and Quality

Below is the Deming principles how management also responsible to the result of quality. Proper action in approaching quality systems is really important! not only slogan by provocative words, but the most important is how management take real actions about quality. In the next post I will write more about Edward Deming; his achievement, and method that we know today as PDCA in approaching quality improvement.
- Create constancy of purpose toward improvement of a product and service with a plan to become competitive and stay in business. Decide to whom top management is responsible.(Creates a mission and vision for the organization-sets a direction)
- Adopt the new philosophy. We are in a new economic age. We can no longer live with commonly accepted levels of delays, mistakes, defective materials, and defective workmanship.(All are prime examples of waste, creating extra burden on your company)
- Cease dependence on mass inspection. Require, instead, statistical evidence that quality is built-in. (defect prevention rather than defect detection)
- End of the practice of awarding business on the basis of price tag. Instead, depend on meaningful measures of quality along with price. Eliminate suppliers that cannot qualify with statistical evidence of quality.(a supplier that offers inexpensive material may be selling you cheap material)
- Find Problems. It is a management’s job to work continually on the system (design, incoming materials, composition of material, maintenance, improvement of machines, training, supervision, retraining)
- Institute modern methods of training on the job.(there’s no substitute for well-trained workers!)
- The responsibility of the foreman must be to change from sheer numbers to quality… [which] will automatically improve productivity. Management must prepare to take immediate action on reports from the foremen concerning barriers such as inherent defects, machines not maintained, poor tools, and fuzzy operational definitions.(organizations can’t make up for poor yields with additional volume)
- Drive out fear, so that everyone may work effectively for the company.(create the culture where it’s expected for employees to ask questions and make suggestions)
- Break down barriers between departments. People in research design, sales and production must work as a team to foresee problems of production that may be encountered with various materials and specifications.(no operational discipline operates in a vacuum, teamwork is necessary for true improvement)
- Eliminate numerical goals, posters, slogans for the workforce, asking for new levels of productivity without providing methods. (You may get a slight, short-term boost in yield or productivity, but it won’t last without affecting the process or system in question)
- Eliminate work standards that prescribe numerical quotas. (500 acceptable units per measure of time is much better than 500 units in that same measure of time)
- Remove barriers that stand between the hourly worker and his right of pride of workmanship.
- Institute a vigorous program of education and retraining.
- Create a structure in top management that will push every day on the above 13pts.
Deming’s 14 principles for management is a time-tested and internationally agreed upon theory regarding the synergy between modern management and increases in overall quality.
Autonomous Maintenance : Increase Operator’s Ownership to their Machine
When preventive maintenance was developed at USA, Noppondenso was the first company introduce preventive maintenance in 1960. In implementation, operator produced goods using machines and maintenance group was dedicated to maintain the working of the machine. Because the machine more complex, the needs for more maintenance personnel was essential. So the management decided that routine maintenance would be carried out by operator. Maintenance groups only took the essential maintenance works. This was the first Autonomous Maintenance implemented the practice of maintenance.
As one of TPM pillar, autonomous maintenance promotes the development of production operators to be able to take care small maintenance tasks such as cleaning, inspecting and lubricating their equipment. Production operators are expected to involve in doing basic care and daily maintenance of their machine. Not only basic care and daily maintenance but also continuous improvement (Kaizen) become more essential in the Autonomous Maintenance implementation.
JIPM (Japan Institute of Plant Maintenance) have promote the Autonomous Maintenance in seven step. I think it is very common in the implementation of Autonomous Maintenance. These seven step can be followed as below :

All of these seven step can be divided into three big items which are :
Step 1 to 3 : Restoration and improve basic machine condition
- Step 4 to 5 : Prevention of deterioration
- Step 6 to 7 : Optimization of AM
The purpose of autonomous maintenance are to maintain basic equipment condition, to adhere the usage of equipment, by visually to inspect for external deterioration of equipment, to detect signs of abnormalities by five senses and by relatively easy machine diagnostic techniques and to enhance operating, setup, adjustment and inspection skill.
In the first step; initial cleaning, production personnel is expected to clean their machine at the same time should find abnormal in their machine. Abnormal means something is not proper that can impact the runnability, quality, performance, safety and condition of work-place.
By doing initial cleaning, production personnel will have a new experience about their machine and know more about their machine; the symptom before the equipment breakdown will be more easy to be detected and proper operation will be sustained. The production personnel will find the experience where they found the abnormal at their machine and they will start to think how to solve the abnormal and how to prevent in the future so the abnormal will not happen again and the end the machine condition will be tidy and clean. I believe no one want it dirty again. This condition will be as foundation of the relation between production personnel and machine. This relationship will be made stronger and deeper by implementing AM until the rest steps.
This relationship will bring production personnel will not let the machine down or create flaw on the final product. Slowly the operator will understand the machine language that will be sound if abnormal happen. Ownership of the production personnel about their equipment will be established. Imagine if we have a car, we will try to be more familiar about the language of the car, what will it sound if the gas is lack or what will sound if time to change the lubrication..etc. Maintenance specialist will verify the actual condition by implementing the predictive maintenance tools so it can be more clear in number.
Caring the machine is about ownership. How is your production personnel caring about their equipment? Did they find abnormal before it broke?
Subscribe to:
Comments (Atom)